ガシャポン戦士の生産体制における諸問題とアソート率
目次
1.はじめに
2.生産体制概論
・生産概要 更新!
・原型と原型師
・金型の種類
・金型の修正
・生産
・カップイン
・卸、小売
3.各論
4.アソート率との関係
1.はじめに
ガシャポン戦士(以降、ガン消しと省略して呼称)には、本弾25弾や29弾の中の一部のガン消しが、一般キャラにもかかわらず、「激レア」とされる現象が存在する。
その一方で、各弾には「ハズレ」と呼ばれる、出現率の高いガン消しも存在する。
一体、この現象はどのような仕組みによって引き起こされているのだろうか。
その仕組みを明らかにするには、ガン消しの生産体制から流通、小売段階までの現在の段階で入手している全ての情報・データを使用して包括的に論じる必要があると考える。
なお、ガシャポン戦士は実在する商品であり、遺物として扱えることから、人為的な改変に注意しつつも考古学的な手法で論じることが妥当だと考える。
2.生産体制概論
【生産概要】
ここに、非常に稀有な、当時のガン消しの生産工程の概要を知ることができる資料が存在する。
それは、『ヒーローマガジン別冊百科 SDガシャポン戦士大百科』と『コミックボンボン』87年8月号である。
以下、それらの記述を元に生産手順を詳述する。
1.企画と設計
ボンボン87年8月号に記載された、13弾の武者ガンダムの企画仕様設計図である。
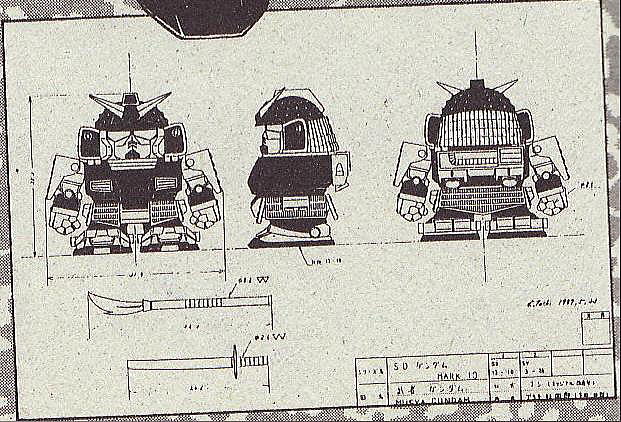
図1 13弾 武者ガンダム企画仕様設計図
まず、一番重要だと思われるのが、背面図の右下のほうにある署名と日付である。
「*.To*hi 1987.5.2*」(*は読めない)と書かれている。
当時、設計に関わっていたと思われるのは、にゃご神か横井画伯が有力であろう。
但し、横井画伯は当時は「鳥山劣」と名乗っており、現在でもサインなどはこのペンネームを使用している。
その場合、署名は「O.Tori」或いは「K.Yokoi」となるはずであるが、前者は確実に1文字目が「O」ではないし、後者は苗字部分の3文字目が小さいアルファベットであることから否定される。
素直に考えれば、Bクラブ等で明らかになっているにゃご神の本名の「K.Toshi」が署名されているものと思われる。つまり、設計図はにゃご神が製作or承認していたものと思われる。
次に日付であるが、13弾の図面が出来上がったor承認されたのが87年の5月末であることである。
13弾は実際に87年の7月末に発売されており、約2ヶ月で図面から製品製造→出荷まで行われているということで、驚異的なスピードである。
これは同号に掲載されたパーフェクトズゴックキャノンのガシャポン化からも裏付けられる。
SDオリジナルデザインコンテストは、ボンボン87年6月号(4/15発売)の募集であり、その〆切りは翌月号の発売日(5/15)以前であろう。
審査は到着準に随時行われたとしても、87年8月号(6/15発売)に掲載するには6月上旬には審査を終了していなければならない。
この時点でガシャポン用の図面を発注したとしても、14弾の発売は9月末であり、3ヶ月強しか時間がない。
13弾武者ガンダムが図面完成から2ヶ月で発売されていることから、発注から1ヶ月強で設計図面を仕上げなければならないことになる。
企画そのものは、ボンボン89年1月号付録冊子によって、かなり場当たり的な決め方だったことが推察される。
12弾に封入された武器セットは「パート1」とされていたので、パート2以降の武器セットは予定されていたようであるが、同冊子(88年11月発売)の段階では「発売されなかった」と表記し、その時点でパート2は企画に上がっていないことが証明される。
しかしその後、89年6月末発売の21弾において武器セットパート2が発売されている。
6月末に発売するには4月末には図面が完成していないとならず、図面そのものの発注は3月の早い時期でないと間に合わないであろうから、この間4ヶ月のうちに企画が上がったことになる。
以上をまとめてみると、
-4〜-1ヶ月 0ヶ月 1ヶ月 2ヶ月 3ヶ月 4ヶ月
企画→→→→図面発注→図面完成→製造→出荷発売
という流れだったと推察される。
なお、右下の表は読みにくいが仕様が書かれていると思われ貴重である。
以下、判読できた内容を転写する。
| シリーズ名 |
SD ガンダム
MARK 13 |
1 |
2 |
|
|
**
13-10 |
**
3-26 |
|
|
| 品 名 |
武者 ガンダム |
* * |
ナシ(オリジナル***) |
| MUSYA GUNDAM |
* * |
プラモ狂四郎(京田 四郎) |
上段、中央から右に向かって「1」「2」と番号が振られているのは、パーツの設定仕様ではないだろうか。
その詳細の不明文字は「SD」とも読めるが、パーツと考えるなら「ヤリ」などの名称とも考えられる。
この仕様書では4つのパーツまで対応可能ということではないだろうか。
その下の「ナシ」という内容に対応する不明文字は「刻印」ではないだろうか。
13弾の武者ガンダムには足裏の刻印が無く、これに一致する。
最下段の「プラモ狂四郎」に対応する不明文字は「出典or初出」などであったと考えられる。
2.原型師による蝋型の作成
以下は、『ヒーローマガジン別冊 ガシャポン戦士大百科』の記述からである。
まず、「原型師と呼ばれる彫刻の技術者」が「蝋型を手作りで作り上げる」。
この時、おおまかな形を油粘土で作り、型取りをしてその型に蝋を流し込んで作った蝋人形に彫刻をすることもある。
更に、その蝋型の背中や足の裏に名前が彫刻される。
この蝋型の出来不出来が直接製品の出来不出来となるため、非常に重要な工程である。
図1には13弾の武者ガンダムの仕様設計図であるが、実製品では顔と体のバランス、脚部ディティールの省略化、刀の形状などかなり異なっている。
これは設計図はあくまで設計図であり、実際の造形は原型師の意思や力量に拠るところが大きかったのではなかったかと思われる。
2.シリコン型(凹)の作成
蝋型にシリコンを被せ、反転した型を作成する。
3.セラミック型(凸)の作成
シリコン型にセラミックを流し込んで、高温に強いセラミック型(凸)を作成する。
4.ベリ型(凹)の作成
セラミック型を反転させ、ベリ型を作成。
ベリ型とはベリリウム銅型の省略形であり、良好な熱伝導(冷めやすい)とそこそこの硬度を持つ素材であり、
塩ビ人形成形には向いている。
しかし、精密部品やプラモ等では、より硬度が高く長持ちする(反面、高価な)鉄マスター型が作られる。
5.金型の作成
ベリ型を「鉄製の本型に組み込む」ことによって金型を作成する。
この表現をどう捉えるかが重要である。
ベリ型は(凹)であり、金型もまた(凹)である。つまり、ベリ型を「本型」に配置することによって「金型」が完成すると推察されることである。
ここで、金型から取り出した状態の所謂「ブドウの房」状態のガン消しの画像を紹介する。
ベリ型と金型の関係を示唆していると考えられるからである。
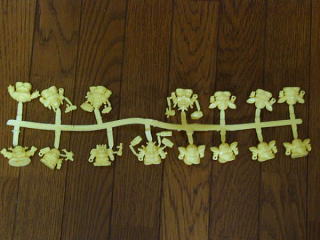
図2 ベストセレクション1弾-A
ベストセレクション1弾のものである。
よく見ると、ズゴック・ジオング・百式・ザク・ガンダムMk2・リックディアス・ZZガンダム・ガンダムが各1個づつであるのに対し、
キュベレイは7個存在する。
ベリ型までの説明は、単体キャラの事柄に終始していることからも、
ベリ型を複数並べて、大きな「金型」を製作していると考えられる。
想像するならば、大きな鉄の枠(本型?)に、合わせた状態で直方体になるベリ型を整然と並べ(あるいは溶接等で固定し)、「金型」を作っていることになるだろう。
これは、現在のバンダイのプラモデルの主流である、CADデータから放電彫金によって直接マスター金型を作る方式とは全く異なるものである。
補足するならば、この反転を重ねて金型を製作するのは伝統的な技法であり、古い時代のプラモデルやおもちゃなどは全てこの方式で作られている。
バンダイの中でも、他に先駆けてCADからマスター金型を製作する方式に変更したのはホビー事業部だけであり、ガン消しの製作を担当していたベンダー事業部及びその下請け工場は旧来の方式のままだったことが推察される。
さて、キュベレイの話に戻すとしよう。
キュベレイがこの金型で生産されるには、7個のベリ型を作成する必要がある。
では、7個の原型が必要であったのだろうか。
答えはおそらく「否」である。
キュベレイを多数観察しても細部にわたって造形は全く同じであることから、1つのセラミック型から複数のベリ型を作成したものと推察できる。
パ−ツを有する場合を考えてみる。
パーツは本体とランナーでつながっており、これは塩ビの流れる道をベリ型に後で筋彫りしたものであると思われる。
そうすると、本体とパーツをつなげる筋の位置は有意になり、よほど細心の注意を払わない限り違う場所に彫られることになる。
これが「ランナー違い」の個体を生み出す原因だと考えられる。
更に、不思議な組み合わせを有する弾のことを考えてみる。
例えばスーパーセレクションは、ベストセレクション1から5種、ベストセレクション2から5種、Zプラスなどは21弾から1種、など不可思議な組み合わせである。
では、スーパーセレクションは新規に金型を製作したのだろうか。
筆者はその可能性は低い、と考える。
まず、金型の製作には数百万円〜数千万円かかると多数の文献資料で言及されており、新規金型を生産する選択肢は簡単ではない、というのが理由の一つである。
そして、大きな「金型」は作ってしまったら永久的に一体化して一つのモノとして取り扱われるのではなく、ベリ型に分解して再利用できたのではないだろうかと想定されるからである。
仮にスーパーセレクション用に再度セラミック型からベリ型を作って・・・という工程を踏むよりは、遥かに安上がりで迅速な「金型」が完成すると推察される。
これは、図2からも裏づけられると思われる。
図2の状態で生産された場合、もし一体化した大きな「金型」であるならば、スーパーセレクション時に再利用するには鍵型に金型を切断しなければならない。これはほぼ不可能であろう。
それよりは、比較的簡単にベリ型に分解できた、と想定したほうが説明がつく。
企業というものは、最小限の投資で最大限の利益を得るように動くのである。
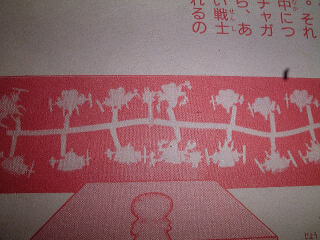
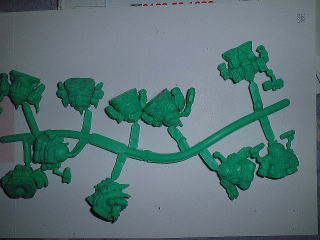
もう一点、製品側から見た証拠を挙げる。
 |
 |
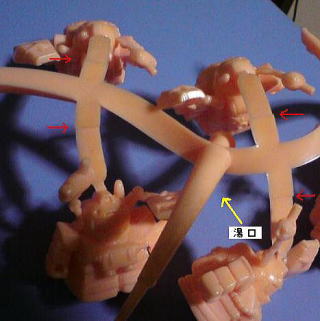
| 図3 20弾「ブドウの房」 |
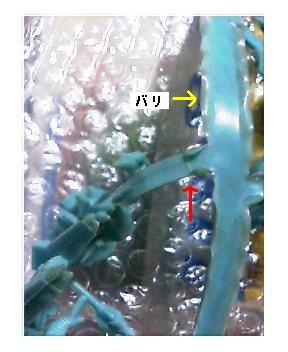
図4 ガンドランダー「ブドウの房」 |
赤い矢印に注目していただきたい。
中央の大ランナーと、各キャラをつなぐ小ランナーの途中に線・段差が存在するのである。
特に右側のガンドランダーのほうは、中央の大ランナーの接合部分に大きくバリが見られ、各キャラのベリ型と圧力やすり合わせの精度の差を如実に示している。
これは、本型に所属する中央部分の型と、各キャラのベリ型は同一の大きな「金型」ではない証拠であると考えられる。
中央ランナー部分は、製品として一般的に目に触れることはない部分のため、アワセの精度を上げる必要はないのである。
その一方で、ゲルググキャノンが新素材において、背中の溝の未改修バージョンと改修バージョンが混在する実例を考えた場合、一度作成した大きな「金型」は一体化して修正することはなかったとも想定される。
この事象をうまく説明するだけの持論を現段階では持ち得ていないが、今後ガン消し個体の観察を進めることで明らかになっていく部分もあろうと考えられる(例えば、ベストセレクションとスーパーセレクションで共通なガン消し3種にバージョン違いが存在するか否かでも、ベリ型外しが行われたかどうかが判断できる。ベストセレクションでの3種は、金型の段階において1個づつしか作成されないことが明らかになっているからである)。
いずれにせよ、
ベリ型は最終的に腹側と背側に二分割され、同時に後述する押し出しピン&空気穴を開けられて、「金型」状態に設置されるものと思われる。
6.塩ビの注入
図3から判断するに、高温で溶けた状態の塩ビを注入する湯口は、金型上面中央に位置すると考えられる。
ここから塩ビを注入し、温度が下がったら押し出しピンをあらかじめ用意してあったベリ型の小孔にあてがって、押し出す。
なお、この塩ビ注入は、「一日に1色」であり、6色生産する時は6日が費やされたと記述される。
ここで冒頭の図1を振り返ってみる。武者ガンダムの脇には小さい数字が書き添えられ、mmでサイズを表しているものと思われる。
図面では文字が小さくて読みづらいが、武者ガンダム本体の高さが353、横が*18、刀が296とと読める。
しかし実測値は高さが270mm、横が350mm、刀が220mm程度である。
塩ビは冷却する時に若干収縮するという話を聞くので、この過程で小さくなったとも考えられる。
その場合、実測値がほぼ4:5:3、図面の値(横を418と仮定)と比較するとほぼ一致する。
塩ビ冷却による収縮だけでなく、複数回の反転による収縮の可能性もあるので一概に妥当性を言うことはできないが、蝋原型→塩ビ製品は約75%のサイズになることが想定できる。
7.カップイン
「ブドウの房」状態で出来上がってきた製品をもぎり取り、通常ならカプセル内に2個のガン消しとシール(カード)、ミニブックを入れる作業。
この2個は、基本的に同じ種類・同じ色になることはない。
これを便宜上「異種異色の原則」と呼称することにする。
カプセル内を異種異色にするには、簡単である。
カップインのライン上で、2種類の「ブドウの房」から1種類づつもぎ取ってカプセルに封入する。
いくつかの証言から、カップインの作業は小規模工場や家庭の内職で行われたことが判明しており、シールのアンカットシートも内職現場から流出したものである。
1つの内職現場に、2種類のみの「ブドウの房」を渡せば、それがどれほどの数量であろうが間違いは起こらないわけである。
しかし、実際にはごく稀にプライマリー同士が入っていたり、違った弾のミニブックが入っていたりと、人為的なミスは完全にはなくならなかったようである。
中盤以降、封入されたシールに大きな偏りが出るが、これも内職現場にごく少数の種類のシールが裁断された状態で渡されたために起きた現象だと思われる。
逆に言えば、ガシャポンとシールの生産現場は切り離されており、ガシャポンは「ブドウの房」状態で、シールは裁断された状態で種類ごとにまとめられ、それらが各内職現場に送られたということが推察できる。
以上が、生産段階での概要である。
以下、各段階についての諸問題を考察する。
【原型と原型師】
原型師については明らかになっていない。『B-club』では何度かSDウルトラマンに関して原型師の実名が掲載されたが、ガシャポン戦士も同じ原型師によるものか現時点では不明である。
但し、作風によって少なくとも3人の原型師がガン消しに関与したと推察できる。
A:モノアイをほぼ真円に作る作風の原型師。最初期のザクから、少なくとも32弾の水中実験機まで関与している。
ガン消しの原型師としてはメインの存在と思われ、連邦製キャラも精悍な顔つきの作風のものは、このA氏による造形と考えられる。お抱えの原型師と言っても過言ではない。
B:モノアイを楕円形に作り、全体的に横幅の造形の作風の原型師。
初陣はおそらく4弾のジョニーライデン専用ザク(3弾のボールの可能性もある)。7弾のグフ飛行試験型やRジャジャ、ザクキャノンもB氏の作例だと思われる。
その後、明確な作例は見当たらないが、もしかしたら、戦艦・飛行機・サブメカなどはB氏の作例が含まれるのかもしれない。ゲドや22弾のゲルググJ、23弾のFAZZもB氏の作例の可能性がある。
長期にわたって、思い出したように作例を残していくあたりには、ベンダー事業部に非常に近い立場の人間であると思われる。
(もしかしたら、彩色・改修したボリノークサマーンはモノアイが不自然に大きいことから、B氏はにゃご神そのものであるかもしれない)
C:頭部を小さく作り、SDの何たるかを理解していない稚拙な作風の原型師。
初陣は9弾のキュベレイMk2とバイアランだと思われる。更に10弾のパラスアテネ、11弾のガブスレイ、カプール、12弾のマゼラン、ボリノークサマーン、ジオ、ゲゼ、ゲーマルク、13弾のガンタンクII、15弾のジャムルフィンなどもC氏の作例だと思われる。
以降は明確な作例を見出すことができない。
12弾を中心に一時期だけの活動痕を残すことから、当時のバイト、或いは緊急臨時用の外部原型師だった可能性がある。
これらを総キャラに対応させて一覧表にするのは、また後日別の機会としたい。
金型
【金型の種類】
『ヒーローマガジン別冊』には、別の重要な記載が存在する。
それは、金型の大きさの種類である。
それによれば、金型は機械の大きさに合わせて3オンス、5オンス、10オンスのものが存在し、
一つの金型からは10〜30種類のガシャポンが同時に作られるが、通常は10〜14種類のものを使用するとのことである。
この記述から読み取れることは、最小数の「10個」を作るのは3オンス金型、逆に最大数の「30個」を作るのは10オンス金型ということであろう。
そうすると、中間の5オンス金型は「14個」のものであるということである。
ここで図1をもう一度見てみる。
合計で15個のガン消しが作成されており、これは5オンス金型を使用していることが推察される。
他に5オンス金型が使用したと考えられる例
 |
 |
 |
| 図5 ガンダム25弾-A |
図6 ガンダム20弾-A |
図7 ガンダム8弾(改修) |
・武者ドム×6
・プロトゲルググ×6
・闇皇帝×2
合計16個 |
・百式バリュート×6
・ジムIIバリュート×6
・ハイザックバリュート×4
合計16個 |
・ホワイトベース×(4〜6)
・ドダイYS×(4〜6)
・残り8種×1
合計14〜16個(本来) |
*各弾の金型推定及び金型改修とそれに伴う出現率は、3の「各論」にて
一方で、ベストセレクションにはもう1種類の「ブドウの房」が判明している。
 |
| 図8 ベストセレクション1弾-B |
逆襲のシャア系の5種が、2個づつ、計10個の形成となる。
これは上記の「3オンス金型で10個」に完全に一致した事例である。
すなわち、
ベストセレクション1弾では、3オンス金型1種と、5オンス金型1種が製作され使用されたことになる。
他に3オンス金型が使用されたと思われる例
 |
 |
 |
| 図9 ガンダム1弾-A |
図10 ガンダム2弾 |
図11 ガンダム7弾 |
・ガンダム×2
・Zガンダム×2
・残り6種×1
合計10個 |
2弾各キャラ×1
合計10個 |
ガンダム7弾各キャラ×1
合計10個 |
さて、残りの10オンス金型であるが、現在のところ使用を推測される例が見当たらない。
おそらく、ガシャポン戦士シリーズの中では使われなかったのではないだろうか。
その理由として、
・3オンスと5オンスの組み合わせで、1弾につき10〜22種のキャラなら作成できてしまうこと
・10オンスは5オンスの倍のベリ型を作らねばならないが、5オンスを2倍の時間稼動させた方が金型作成費が安くつく
・持ち運びが不便
などが考えられる。
なお、オンスとはポンドベースの重量単位で、1オンス=約28グラム。
3オンスの金型と言った場合、3オンス=約90グラムの製品が出来る金型という意味である。
プラスチックやABS樹脂の射出成形用金型の業界でこの単位は主流として使われていたが、現在では型締力の強さで表現するため廃れた。
3オンス金型になると金型自体の重量は数十kgになるようである。